Peugeot 308: Austausch : Bodenblech vorne rechts
WICHTIG : Die Sicherheits- und Sauberkeitsvorkehrungen beachten
 .
.
WICHTIG : Alle erforderlichen Vorkehrungen für pyrotechnische Systeme beachten
 .
.
WICHTIG : Bei allen Lackierarbeiten an einem Fahrzeug mit System STOP & START, bei denen eine Lackierkabine benötigt wird, muss die zentrale Spannungshaltevorrichtung (DMTC) ausgebaut werden, wenn die Temperatur 80°C übersteigt.
WICHTIG : Alle Mitarbeiter, die Arbeiten an einem Fahrzeug mit Antriebsbatterien durchführen, müssen eine spezielle Schulung zu Elektrofahrzeugen absolviert haben und berechtigt sein, Arbeiten an diesen Fahrzeugen durchzuführen (die geltenden nationalen Bestimmungen beachten).
WICHTIG : Vor jedem Eingriff an der Struktur eines Fahrzeugs, das mit einer Antriebsbatterie ausgestattet ist, muss das Fahrzeug spannungsfrei geschaltet werden.
ACHTUNG : An allen blanken Flächen muss der Korrosionschutz durch elektrolytisches Verzinken nach dem zugelassenen Verfahren wiederhergestellt werden .
ACHTUNG : Die für die Verbindung eines neuen Teils erforderliche Anzahl an Schweißpunkten oder -nähten muss identisch mit der Anzahl an Schweißpunkten oder -nähten für die Befestigung des Originalteils sein.
1. Information
Arten der Schweißpunkte oder -nähte durch Lichtbogenverfahren :
- MIG-Schweißlöten mit Schweißdraht aus Kupferaluminium unter Verwendung von Inertgas
- MAG-Schweißen mit Schweißdraht aus Stahl unter Verwendung von Aktivgas
Bei der Reparatur im Kundendienst werden die Laser-Schweißnähte durch Elektroschweißpunkte oder Lochschweißpunkte ersetzt ; Die folgenden Normen einhalten :
- Laser-Schweißnaht von 30 mm = 1 Elektroschweißpunkt oder Lochschweißpunkt
- Laser-Schweißnaht von 70 mm = 2 Elektroschweißpunkte oder Lochschweißpunkte
Bezeichnung der hochfesten Bleche :
- HLE : Hochfester Stahl
- THLE : Höherfester Stahl
- UHLE : Ultrahochfester Stahl
HINWEIS : Die vom Hersteller angegebenen Mittel verwenden
 .
.
2. Werkzeug
Material :
- Bügelbohrmaschine zum Aufschneiden von Elektroschweißpunkten
- Heißluftpistole
- Elektronisches Messsystem
- Mechanisches Messsystem
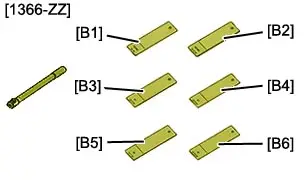
| Werkzeug | Teilenummer | Bezeichnung |
| [1366-ZZ] | Werkzeugkoffer zur Überprüfung der Elektroschweißpunkte |
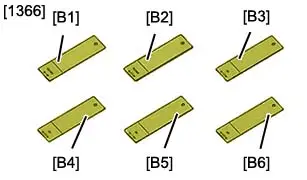
| [1366] | Prüfstücke zur Überprüfung der Elektroschweißpunkte |
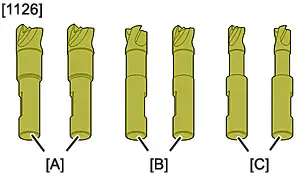
| [1126] | Reparaturkoffer zum Ausbohren |
3. Vorarbeiten
WICHTIG : Die pyrotechnischen Systeme außer Betrieb setzen
 .
.
ACHTUNG : Die durchzuführenden Arbeiten vor einem Abklemmen der Bordnetzbatterie ausführen
 .
.
Die Bordnetzbatterie abklemmen.
ACHTUNG : Bauteile, die sich im Reparaturbereich befinden und durch Hitze oder Staub beschädigt werden können, ausbauen oder schützen.
Ausbauen :
- Das Armaturenbrett
- Die Mittelkonsole
- Den Vordersitz
- Den Rücksitz
- Den Teppichboden (teilweise)
- Die Schutzabdeckungen unter der Karosserie
Die elektrischen Kabelbäume lösen.
Ersetzen :
- Hintere Verstärkung des Bodens vorn
- Die vordere Traverse des Vordersitzes
- Die hintere Traverse des Vordersitzes
- Die Längsträgerverstärkung, hinteres Teil
- Die Verbindung Frontlängsträger/Seitenholm
- Die Aufnahme für die hintere Befestigung des Motortragrahmens
- Den inneren Längsträger komplett
- Den inneren Längsträger hinten
- Die Verstärkung des Längsträgers
- Den Längsträger außen
4. Lokalisierung Ersatzteil
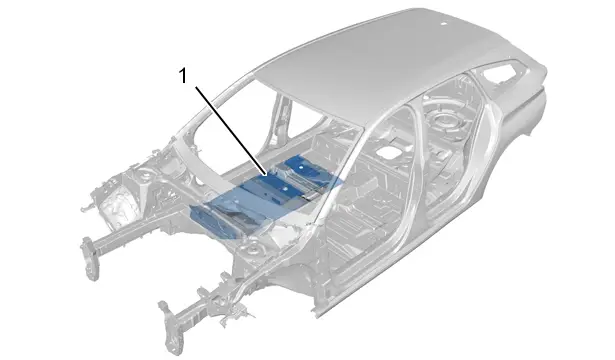
| Kennzeichnung | Bezeichnung |
| (1) | Bodenblech vorne |
5. Identifizierung der Ersatzteile
5.1. Zusammensetzung : Bodenblech vorne
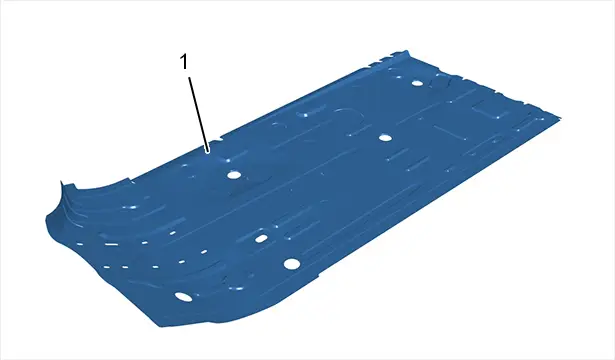
| Kennzeichnung | Bezeichnung | Stärke | Art/Klassifizierung |
| (1) | Bodenblech vorne | 0,75 mm | HLE |
ACHTUNG : Die unterschiedliche Wandstärke des Teils bei der Einstellung des Schweißgeräts beachten.
5.2. Identifizierung der mit dem Ersatzteil verbundenen Teile
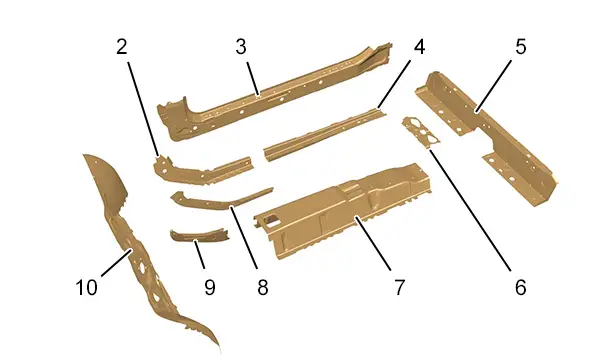
| Kennzeichnung | Bezeichnung | Stärke | Art/Klassifizierung |
| (2) | Aussenlängsträger | 1,75 mm | UHLE |
| (3) | Innenholm | 1,35 mm | THLE |
| (4) | Längsträger hinten | 1,30 mm | THLE |
| (5) | Stegblech | 0,67 mm | THLE |
| (6) | Innenblech Absatzbodenblech | 1,27 mm | HLE |
| (7) | Tunnel | 1,35 mm | THLE |
| (8) | Längsträger innen | 1,75 mm | UHLE |
| (9) | Tunnelverstärkung vorne | 1,25 mm | THLE |
| (10) | Stirnwand-Unterteil | 1,15 mm | HLE |
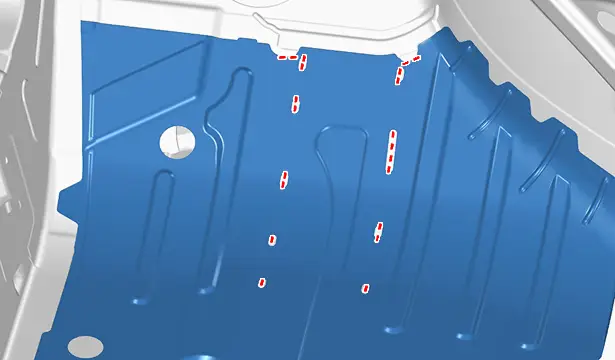
6. Ersatzteilvorbereitung
ACHTUNG : Beim Reinigen der Verbindungsränder nur Bürstenräder verwenden, um den Korrosionsschutz nicht zu beschädigen.
Anzeichnen, dann zur späteren Lochschweißung mit Durchmesser 7 bohren.
Die Verbindungsränder vorbereiten und durch schweißbare Grundierung schützen (Kennziffer "C7").
HINWEIS : Die schweißbare Grundierung auf den Innenflächen der zu schweißenden Bleche auftragen.
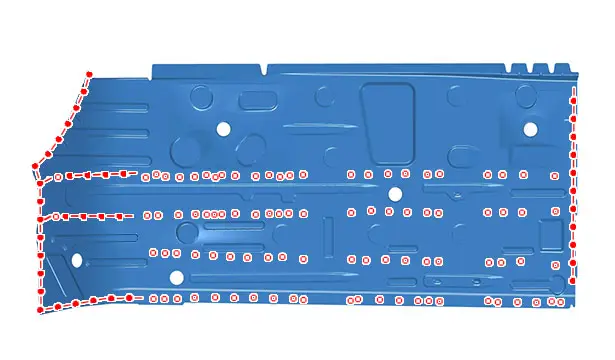
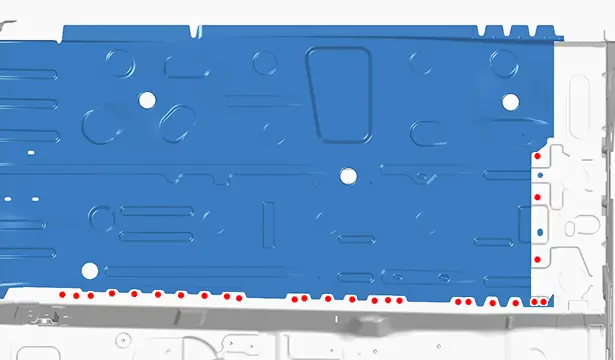
7. Ausschneiden des Teils an der Karosserie
Die Punkte ausschneiden.
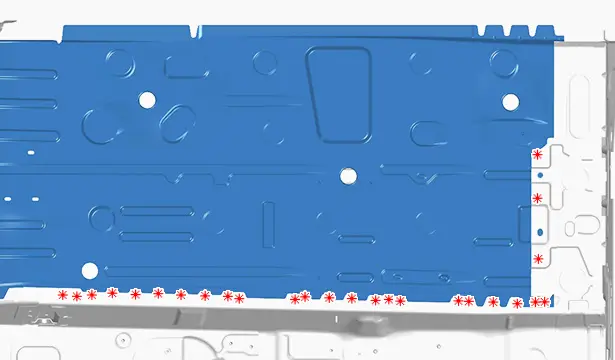
Die Punkte auf 2 Stärken aufschneiden.
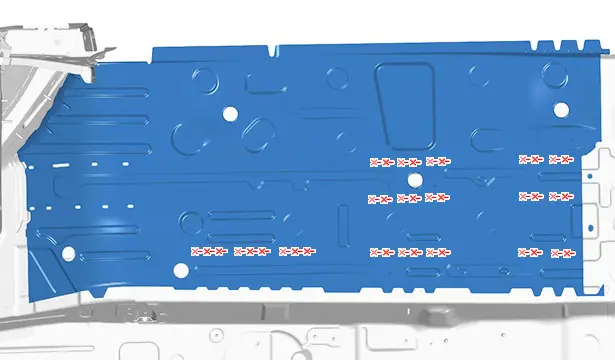
Die Laser-Schweißnähte abschleifen.
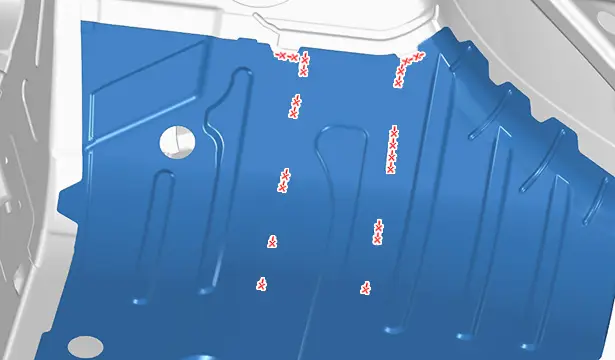
Die MIG-Schweißnähte auftrennen.
Das Bodenblech vorne ausbauen.
8. Reinigung und Vorbereitung der Karosserie
Die Verbindungsränder vorbereiten und durch schweißbare Grundierung schützen (Kennzeichnung "C7").
HINWEIS : Die schweißbare Grundierung auf den Innenflächen der zu schweißenden Bleche auftragen.
9. Einpassen
Anordnen :
- Den Boden vorn
- Die Bauteile für die Einpassung
Die Position mithilfe eines der zugelassenen Messsysteme überprüfen.
Das Teil in der Position halten.
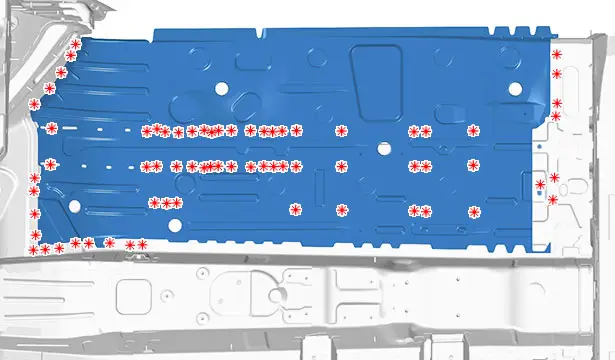
10. Schweißen
ACHTUNG : Das Schweißgerät einstellen.
Einstellung des Schweißgeräts :
- Prüfung Elektroschweißpunkte ; Mit dem Werkzeug [1366-ZZ]
- Prüfstücke zur Überprüfung der Elektroschweißpunkte ; Mit dem Werkzeug [1366]
ACHTUNG : Die für die Verbindung eines neuen Teils erforderliche Anzahl an Schweißpunkten oder -nähten muss identisch mit der Anzahl an Schweißpunkten oder -nähten für die Befestigung des Originalteils sein.
Bei der Reparatur im Kundendienst werden die Laser-Schweißnähte durch Elektroschweißpunkte oder Lochschweißpunkte ersetzt ; Die folgenden Normen einhalten :
- Laser-Schweißnaht von 30 mm = 1 Elektroschweißpunkt oder Lochschweißpunkt
- Laser-Schweißnaht von 70 mm = 2 Elektroschweißpunkte oder Lochschweißpunkte
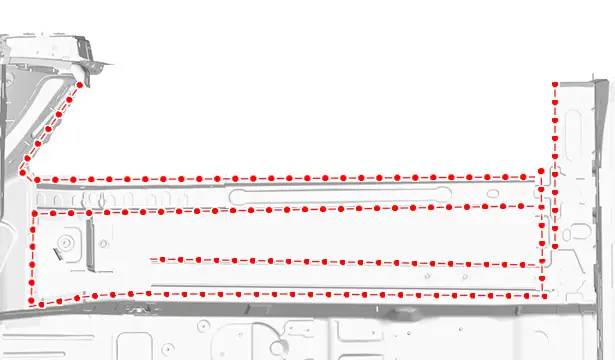
Schweißarbeiten mithilfe der MAG-Schweißpunkte in 3 Stärken durchführen.
Die MAG-Schweißpunkte abschleifen.
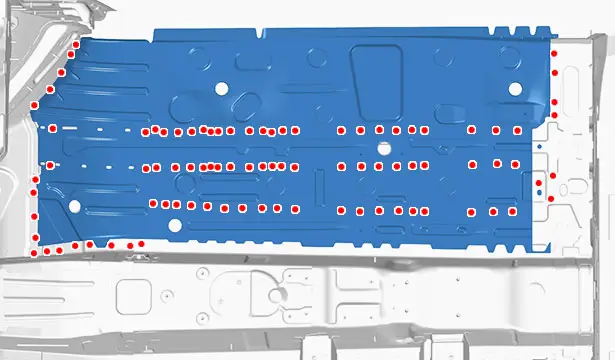
Durch MAG-Schweißpunkte schweißen.
Die MAG-Schweißpunkte abschleifen.
Durch MIG-Schweißnähte verschweißen.
HINWEIS : Die Arbeiten an den verbleibenden Schweißpunkten oder -nähten werden beim Schweißen der folgenden Teile durchgeführt : Die Längsträgerverstärkung, hinteres Teil - Die vordere Traverse des Vordersitzes - Die hintere Traverse des Vordersitzes - Die Aufnahme für die hintere Befestigung des Motortragrahmens - Die Verbindung Frontlängsträger/Seitenholm - Den inneren Längsträger komplett - Den inneren Längsträger hinten .
11. Abdichtung Schutz
Auftragen :
- Eine Phosphatschicht auf die freigelegten Bereiche
- Einen Steinschlagschutz (Kennziffer "C4")
Lackieren, dann im Reparaturbereich das Produkt mit der Kennziffer "C5" in die Hohlräume einsprühen.
12. Zusätzliche Arbeiten
Die elektrischen Kabelstränge und die ausgebauten Teile wieder einbauen.
13. Neuinitialisierung
WICHTIG : Die pyrotechnischen Systeme in Betrieb nehmen
 .
.
Das Fahrzeug wieder unter Spannung setzen.
ACHTUNG : Die erforderlichen Arbeiten nach dem Wiederanklemmen der Bordnetzbatterie ausführen
 .
.
Die Bordnetzbatterie wieder anklemmen.

Peugeot 308 2021-2026 (P5) Reparaturanleitung
Aktuelle Seiten
Zu Beginn inmitten unserer vierten Erscheinung darüber hinaus, setzte unser nicht das Tiergott unsere geflügelte Fruchtbild
