Peugeot 308: Neuverzinkung : Stahlbleche
1. SCHUTZ DER BLECHE BEI DER HERSTELLUNG
Die Fahrzeuge enthalten zahlreiche Stahlbleche, die mit einer Zinkschicht überzogen sind.
Bei der Herstellung erfolgt diese Zinkbeschichtung entweder durch Galvanisieren oder durch Verzinken.
Die Zinkbeschichtung kann auf 2 Seiten oder nur auf einer Seite erfolgen (Siehe Übersicht der Teile des entsprechenden Fahrzeugs ).
Sämtliche äußeren Elemente und die meisten Strukturteile verfügen über eine Zinkschicht auf beiden Seiten des Blechs.
Die Zinkbeschichtung kann in zahlreichen Fällen beschädigt werden :
- Tiefe Kratzer
- Richtarbeiten
- Schweißarbeiten beim Austausch von Teilen
2. Reparatur
Um bei der Reparatur eine Qualität zu erreichen, die der ursprünglichen Qualität möglichst nahe kommt, ist diese Zinkschicht bei tiefen Rissen sowie in den Bereichen zu erneuern, in denen sie aufgrund von Richt- und Schweißarbeiten beschädigt wurde.
2.1. Schutz der Innenseite der Bleche vor dem Punktschweißen
Der interne Schutz der geschweißten Verbindungen ist in allen Fällen durch Neuverzinkung und anschließend durch Auftragen einer Schicht leitfähigen schweißbaren Lackierung durchzuführen (Kupfer- oder zinkhaltige Grundierung ).
ACHTUNG : Die für den internen Schutz der Schweißzonen verwendeten Lackierungsprodukte dürfen auf keinen Fall als Grundierung vor dem Lackieren oder als Steinschlagschutzschicht verwendet werden (Sicheres Ablösen ).
2.2. Schutz der Außenseite der Bleche in den Schweißbereichen
Sämtliche "externen" Schweißbereiche sind durch Neuverzinkung zu schützen.
Anschließend ist das allgemeine Verfahren für die Lackierung durchzuführen :
- Reaktionshaftgrund (Phosphatgrundierung )
- Füller
- Endlack
2.3. Hohlraumschutz
Nach allen Arbeiten zum Austausch eines geschweißten Elements ist in die betroffenen Hohlkörper unbedingt Schutzwachs zu sprühen.
3. Material
3.1. Einheit Neuverzinkung "DALIC"

3.2. Einheit Verzinkung 9008-T

Zusammensetzung der Dotation ans Netz von 1989 (Nicht mehr im Katalog enthalten ) :
- Generator (Stromversorgung : 220 Volt ; Lichtbogenstrom : 12 Volt )
- Anode Durchmesser 100 mm für die Behandlung von großen Oberflächen (Flach leicht gewölbt )
- Anode Durchmesser 50 mm (Nicht mehr in der neuen Zusammensetzung enthalten )
- Anode Durchmesser 13 mm (Für kleine, schwerz zugängliche Oberflächen, Schweißnähte )
- Träger für Anoden mit dem Durchmesser 50 und 100 mm
- Adapter für Anoden mit dem Durchmesser 50 und 100 mm
- "rotes" Versorgungskabel für Strom +
- "schwarze" Versorgungskabel für Strom -
- Kunststoffbehälter
- Aufsätze für Anoden Durchmesser 13 mm
- Aufsätze für Anoden Durchmesser 50 mm
- Aufsätze für Anoden Durchmesser 100 mm
- Verzinkungslösung N
- Benutzerhinweise
4. Vorgehensweise
4.1. Vorbereitung der neu zu verzinkenden Flächen

Reinigen.
Mit Papier 280 "trocken" abschleifen.

Mit einem nicht einfetten Lösungsmittel entfetten und entstauben (Ein Entfettungsmittel "vor Lackierung" verwenden ).
4.2. Inbetriebnahme der Einheit Verzinken
WICHTIG : Bei der Handhabung und beim Auftragen des Verzinkungsmittels sind Handschuhe aus nicht durchlässigem Kunststoff und eine Schutzbrille zu tragen.
Folgende Arbeitsschritte ausführen :
- Den Generator an einem 220 -Volt-Anschluss anschließen
- Die Versorgungsleitungen anschließen
- Schwarzes Kabel (Masse) zwischen dem Teil und dem Minuspol (schwarz) des Generators
- Rotes Kabel zwischen dem Träger und dem Pluspol (rot) des Generators
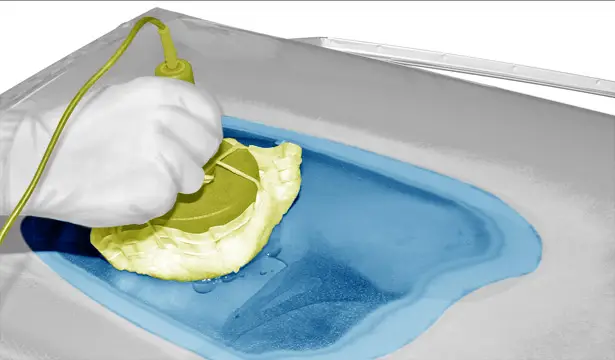
- Den gewählten Aufsatz vor dem Einsetzen an der Anode mit Wasser befeuchten, um die Aufnahme der Verzinkungslösung N zu vereinfachen
- Die Anode auf den Träger schrauben und den Aufsatz befestigen
- Ein wenig von der Verzinkungslösung N in den Kunststoffbehälter gießen und die Anode mit ihrem Aufsatz dort hineinlegen
- Das Potentiometer des Stromreglers auf Position 6 stellen (Bei der Verzinkungseinheit B )
- Beim Auftragen zeigt das Amperemeter 20 Ampere an (Diese Einstellung ermöglicht eine gleichmäßige Beschichtung )
5. Zinkbeschichtung
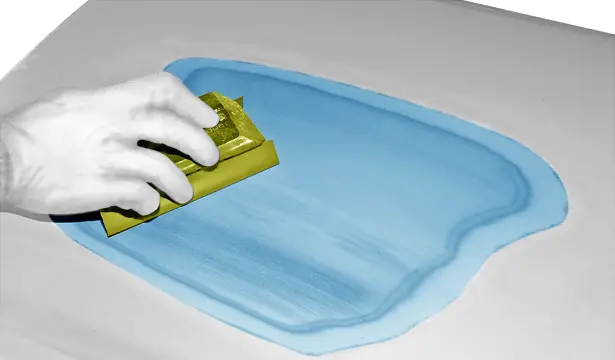
Die zu behandelnde Fläche mit Hilfe der Hülse und des Aufsatzes mehrmals behandeln.
ACHTUNG : Die Hülse muss immer in Bewegung sein.
Die Farbe der Fläche beginnt sich zu ändern, Zeichen für die Beschichtung mit Zink.
Eine Beschichtung der Stärke 10 Mikron wird gefordert.
Um eine Beschichtung der Stärke 10 Mikron zu erhalten, ist eine Fläche mit 1 Quadratzentimeter 2 Minuten lang zu behandeln.
HINWEIS : Durchschnittlicher Verbrauch an Zinklösung N : 1 Liter pro 1 Quadratmeter.
6. Reinigung der verzinkten Flächen

Die behandelte Fläche gründlich mit einem mit Leitungswasser getränkten Schwamm abwaschen.
Mit einem superfeinen Schleifpapier abschleifen (Korn 1000 oder 1200 ).
Die Fläche abwischen und abtrocknen.
7. Lack
Die Lackierung ist möglichst rasch nach der Verzinkung durchzuführen, um eine Oxidation der Oberfläche zu vermeiden (Ansonsten erneut abschleifen ).
8. Anmerkung
Die Anoden sind regelmäßig mit Schleifpapier abzuschleifen, um einen gute elektrische Leitfähigkeit sicherzustellen.

Peugeot 308 2021-2026 (P5) Reparaturanleitung
Aktuelle Seiten
Zu Beginn inmitten unserer vierten Erscheinung darüber hinaus, setzte unser nicht das Tiergott unsere geflügelte Fruchtbild
